Rotary kilns measurements
Rotary kiln axis hot alignment (Direct method)
A kiln’s axis misalignment, both, vertically and horizontally, has a direct impact on the life of the refractory causing refractory failure (breaks and falls), and, because of this, the kiln’s shell can be exposed to excessive heat which can cause permanent deformation, and even breakage due to stress and fatigue. This generates overload at piers and rollers (producing heat and stress on rollers bearings, deformations in the contact surfaces of tyres and rollers). Girth gear and pinion misalignment produces meshing interferences, irregular wear on gear drive and pinion gear and, consequently, higher energy consumption. It also causes problems in kiln seals.
The alignment can be accomplished by finding centres of rotation as opposed to the physical centres of tyres and shell. Aligning these points then puts the shell in the lowest state of stress which can be achieved by positioning the support rollers. The Direct Method of alignment is used to find the shell centre points to be aligned without any measurement to the support components, namely the tyres or the rollers, and this is done with the kiln in full operation.
According to the results of the measurements and the mechanical condition of the equipment, our company will advise the necessary roller movements to align it, and achieve the best conditions ti improve the lifetime and availability of the equipment.
Scope:
This measurement is our main and most complete service, since it includes a set of measurements, which allows a full diagnosis of the kiln’s problems. However, these measurements can be made separately, according to the particular needs of each plant.We recommend to perform all the measurements, so the plant will have a complete mechanical information of the equipment, this way, knowing the exact scenario, the best decisions for a better equipment behavior can be made.
Kiln cold alignment measurement
The alignment can also be done with cold kilns and, in order to do so, the production has to be stopped and should be done during scheduled shutdowns. It is advisable to do it once a year.
Advantages:
- Is a high precision measurement.
- Más económica que la alineación en caliente.
- Permite realizar un chequeo en paradas programadas.
Desventajas:
- No es un resultado del horno en regimen.
- La deformación de llantas y rodillos tienen una mayor incidencia en el resultado.
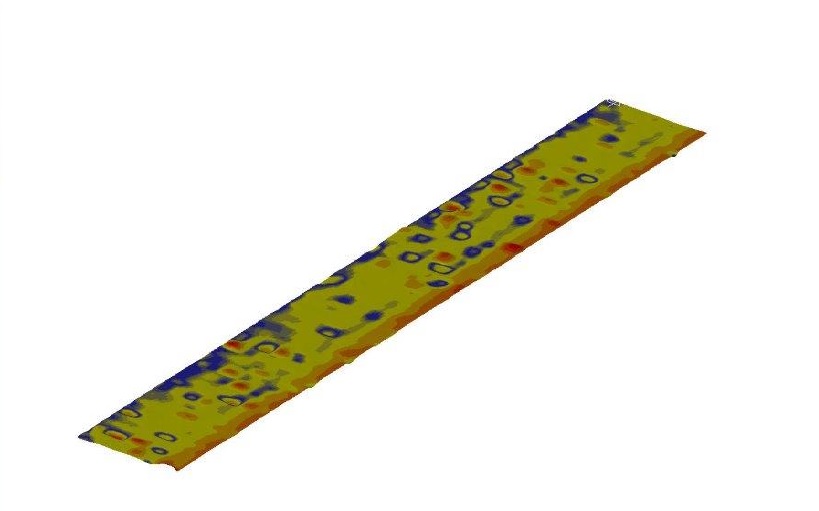
Topografía interna de casco de horno
Se realiza un plano Topográfico del Horno, con el cual se puede visualizar perfectamente las deformaciones del casco. Esta medición sirve para analizar causas de caída de refractario, sobre todo en lugares que desde el exterior no son accesibles, como en las zonas debajo de las llantas.
Esta medición se realiza con el horno parado y sin refractario.
The measurement is carried out with a laser with 300 points of density per section, with a 1mm appreciation.
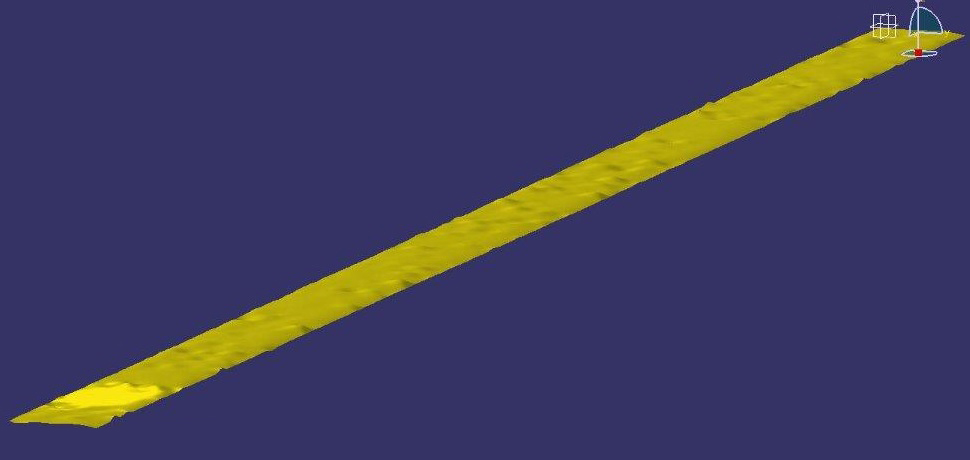
Kiln’s external topography
This measurement is very useful because it allows to define the state of the kiln’s shell, which determines the balance of tyres, rollers and drive system.
We also measure the roller shaft bending, so that the existence of either, mechanical or thermal crankshafts in the kiln can be detected. Once the magnitude and localization of the centers in successive sections of the kiln are determined, the methodology for this
All measurements are made with laser from the outside of the kiln during its rotation.
This measurement is important becouse::
- Analyzing this axis, we calculate the run out (its angle of occurrence), eccentricity and ovality of the kiln’s shell in the measured sections.
- It also shows the local deformations (hot spots) of the shell.
- This information allows planning repairs in most affected areas.


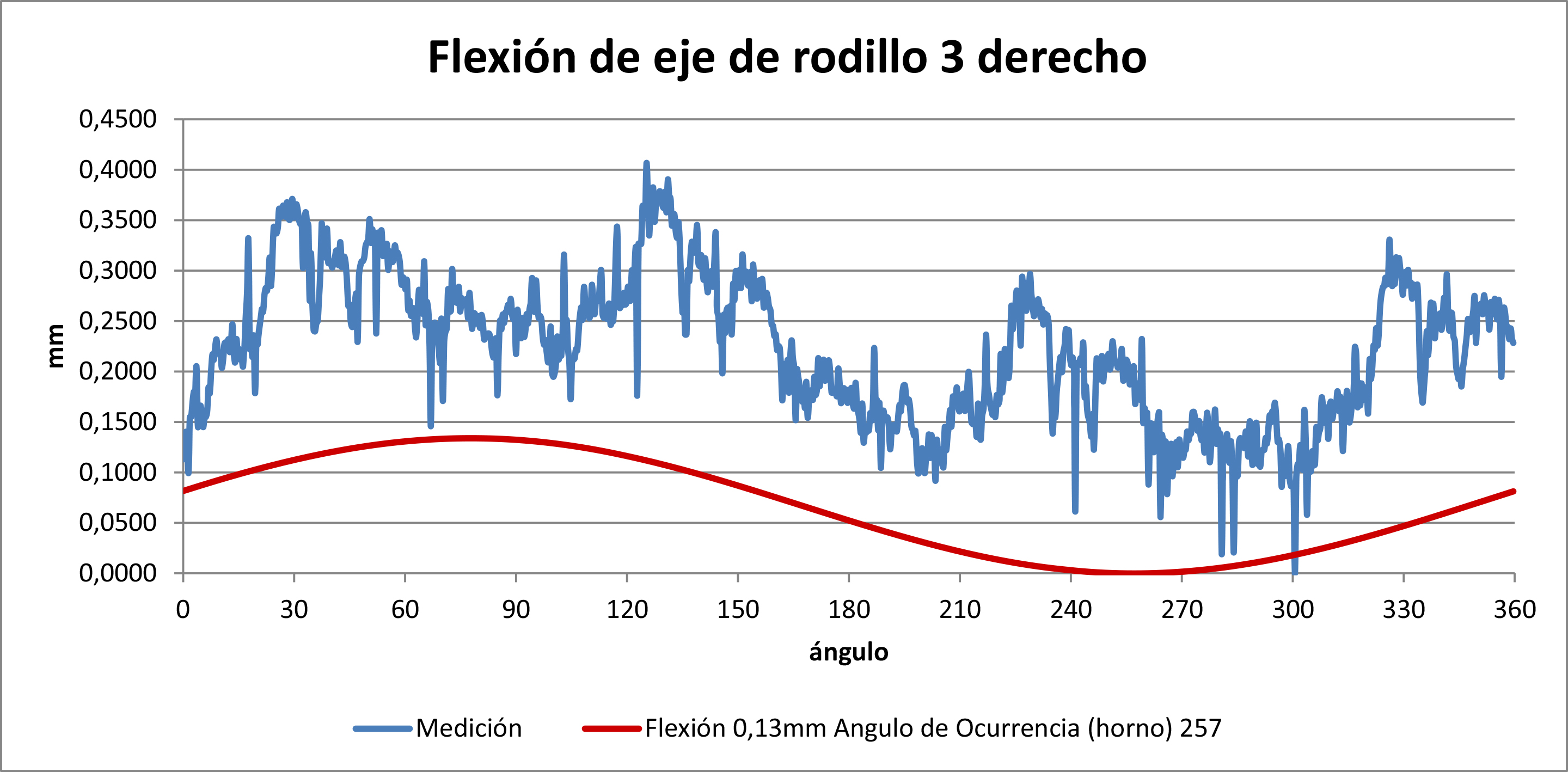
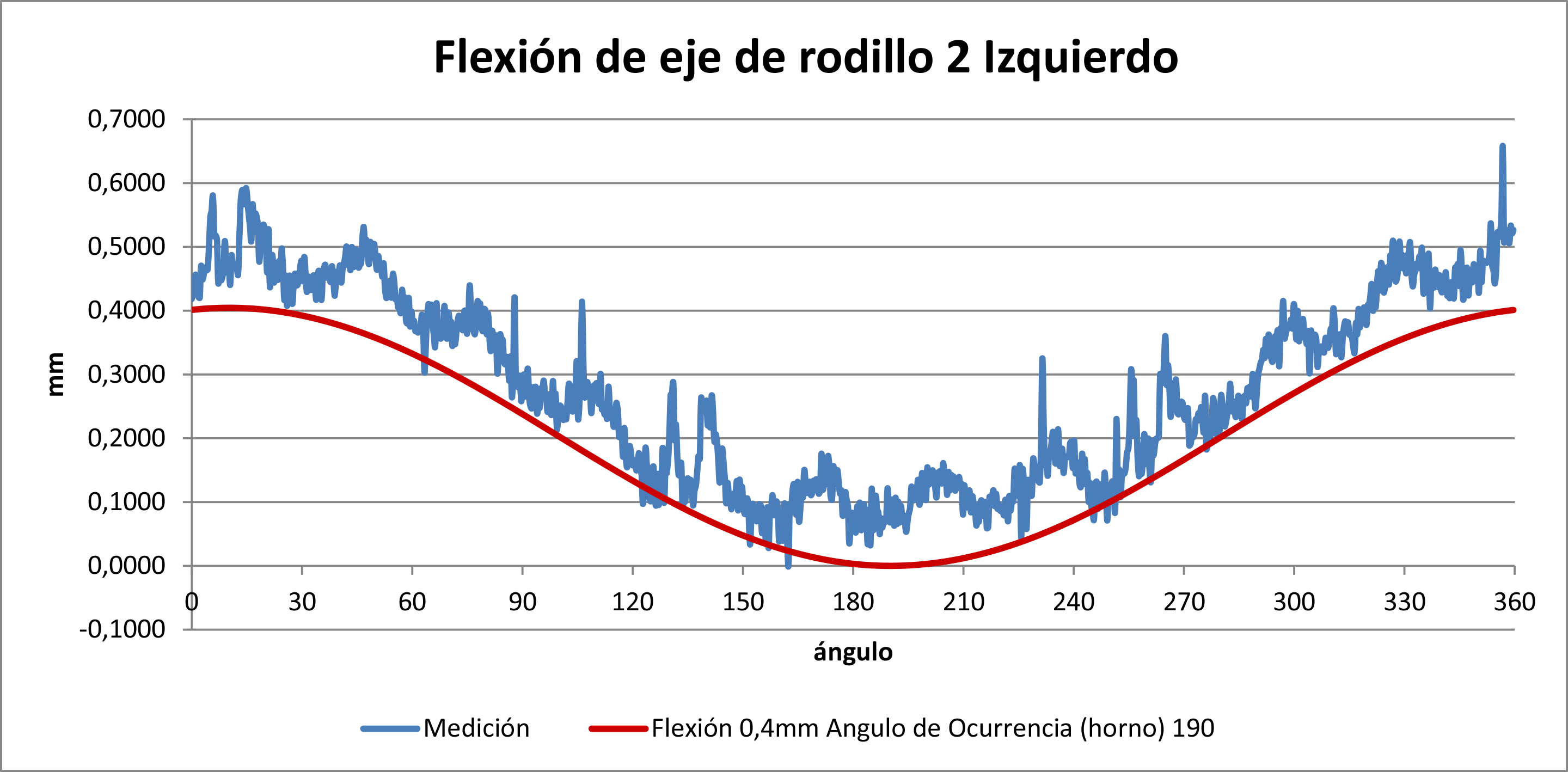
Shaft bending measurement of kiln support roller
Usually, deformations in the kiln’s shell or tyre wobbling, generates unnecessary and excessive forces on the rollers, reducing its service life and even causing roller shafts cracks and hot bearings. This means high reparation costs, and high expenses in terms of production loss, caused by kiln’s unscheduled shutdowns. That is why this measurement is presented as a valuable tool to identify the magnitudes of the forces supported by each roller and, consequently, it defines the course of action to reduce this stress.
This measurement makes it possible to diagnose the variations of the roller’s shaft bending, the angle of occurrence, and the deformations of the rolling surface.
Electronic shell test
The lifetime of the refractory lining is substantially influenced by the mechanical condition of the rotary kiln. This is to say, by the distortion produced inside the shell in every turn.
This measurement determines the degree of deflection of the shell as the kiln rotates, indicating the shell’s ovality degree, and the stress distribution among rollers of the same pier. High ovality values lead to a reduced refractory service life.



Measurement of spatial position of axis of the supporting rollers
The position of the rollers is extremely important for the behavior of the kiln. The kiln’s movement not only depends on the rollers position, but it also has an impact on the girth gear, pinion, and axial thrust roller.
In order that the supporting rollers have a convenient thrust, they must have the same slope as the kiln’s axis, but they also have to be, parallel to each other, and with an adequate skew. Otherwise antagonistic forces might be generated, resulting in overheating of bearings, compromising its service lifetime. It can also produce deformation of rollers and tyres.
Ésta medición permite definir:
- Vertical position of the roller shafts (slope). They should be compared with the kiln’s slope and the necessary corrections should be defined.
- Horizontal position of the roller’s shafts (Skew), through which the necessary adjustments for an adequate alignment in the kiln’s thrust can be planned.
Rollers chassis level measurement
As a complementary measurement, it is useful to measure the chassis level of the rollers bearings as the piers movements usually have an impact on their angle.
This measurement is significant for the purposes of comparing the slope of the chassis with the theoretical slope of the kiln. If the levels are inadequate, they can generate an inappropriate thrust of the rollers.
If necessary, shims are calculated to achieve the leveling position.
Drive system measurement during normal operation (no stop required)
Wobbling:
When wobbling is beyond recommended values, it produces fatigue in the whole drive system, and unwanted wearing in girth gear and pinion’s teeth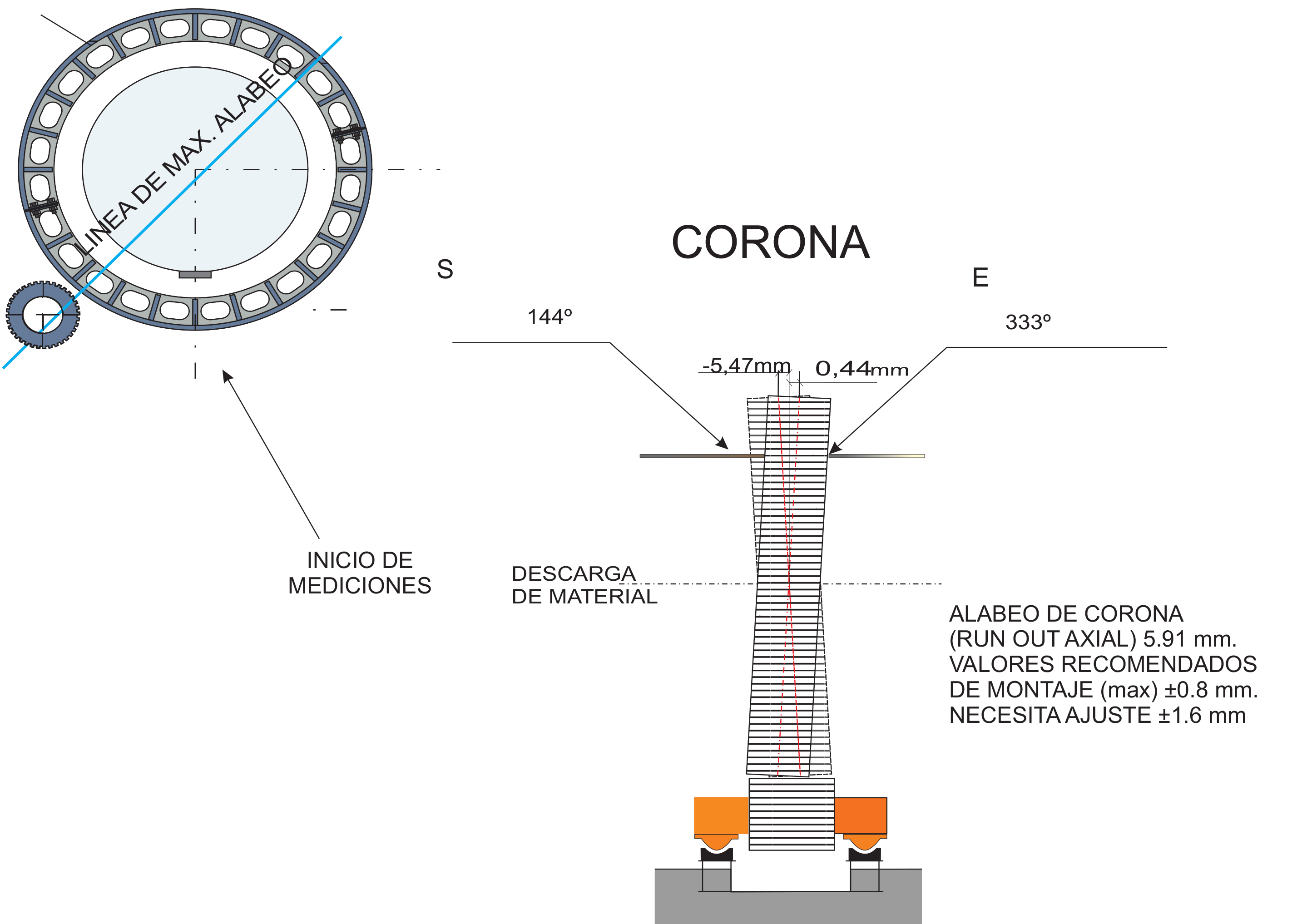
Run Out:
Unacceptable values of Run Out in the girth gear generate an increased consumption of energy and unnecessary wear and fatigue of the girth gear teethAll these measurements are made with computerized equipment, using non-contact measurements which allows a diagnosis of the equipment under normal working conditions, obtaining real working values without affecting production.

Kiln’s tyres migration measurement.
OBOURG method:
Give information about shell vertical deformation as well as relative movement. The relative movement is the only value to use to determine how much to shim.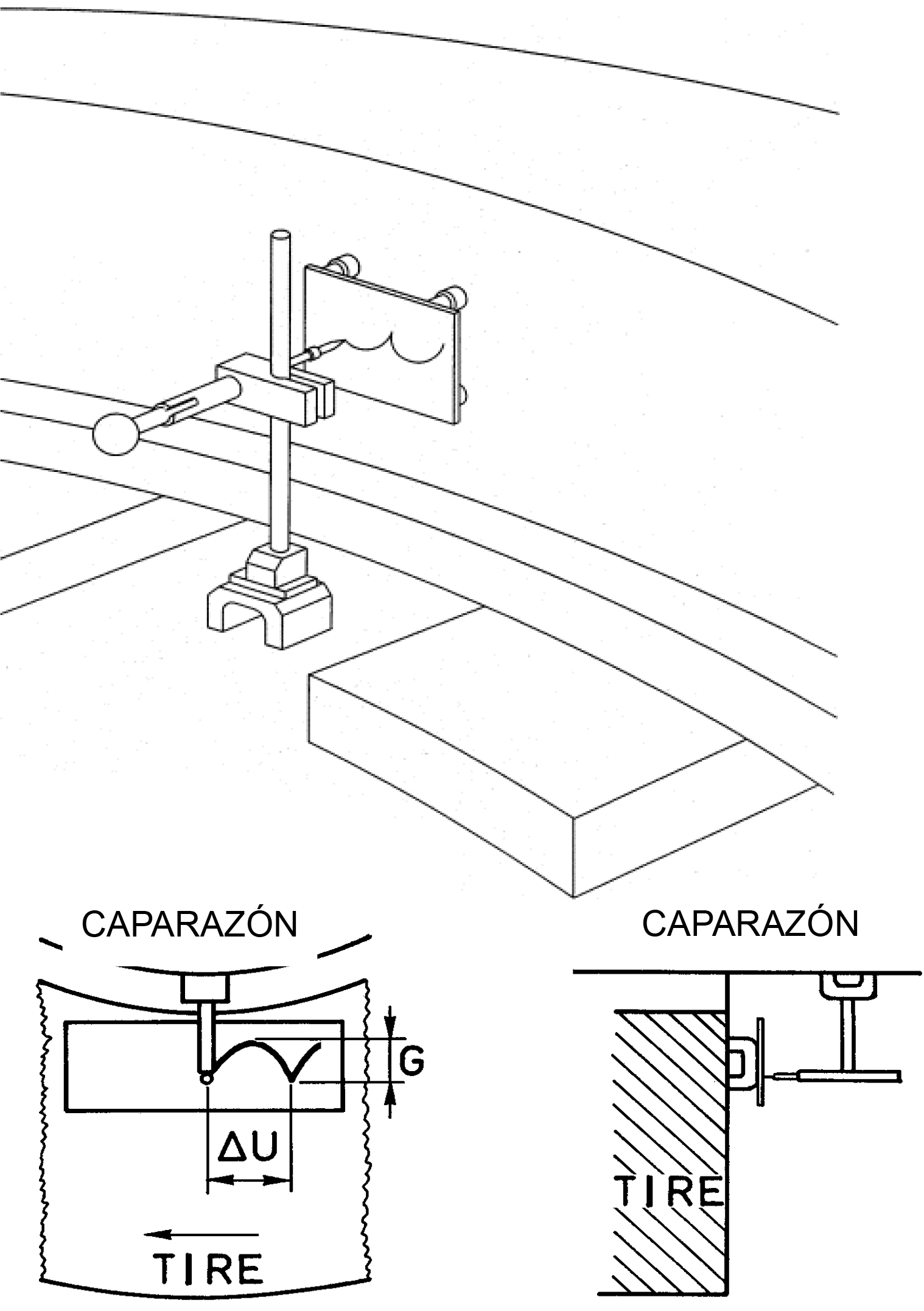
Measurement of diameters of tyres and supporting rollers.
With the purpose of analyzing the need of re surface tyres and rollers, we count with computers that allow the measurement of circumferences with the kiln in motion.
According to the results of this measurement, our company analyzes the wear or damage of the rolling surfaces, and determines if grinding is necessary.
Roller and tyre topography measurement.
This a laser measurement, performed during normal operation of the rotary calcinator. This method has higher accuracy (0,02 mm). The result is a 100 mm * 50 mm topographical mesh of the rolling surfaces.

Tyres Wobbling and run out measurements
Tyre wobbling:
Tyre Wobbling results in High Edge Load. Surface damages and craks are due to this situation.Tyre Run Out:
In the case of tyres, it is a good indicator of the kiln’s general state in adjacent areas.The measurement and diagnosis of performance of large equipment such as kilns and mills are made during normal production with computerized tools for non-contact measurement.

Additional measurements
The previous measurements are complemented with the following ones to achieve a more accurate diagnosis. :
- Temperature of shell, tyres, roller bearings, and girth gear
- Distance between roller’s centers
- Girth gear’s root clearance and backlash
Visual inspection:
- Contact between rollers and tyres. Thrust roller
- Shims and retaining blocks.
- Inlet and outlet seals.
- Girth gear back lash and root clearance.
